

Блог про автомобили и все что с ними связано.
|
|
Блог про автомобили и все что с ними связано.
|
|
Сейчас уже никого не удивишь литыми дисками на автомобиле. А ведь несколько десятков лет это была роскошь. Они были очень дорогие, и не каждый мог себе их позволить. Но прогресс не стоит на месте и постепенно такие изделия заполонили все и вся. Да и как мне кажется, они даже начали теснить обычные «штамповки» (вот в этой статье выбирали какие лучше). Но вот как их делают, многие не знают. Сегодняшняя наша статья откроет вам этот секрет…

Литые диски теснят обычные из-за того, что они более эстетичные (красивые), легкие (что благоприятно сказывается, на расход и нагрузку на подвеску автомобиля), а также их существует тысячи разных форм и цветов. А теперь собственно о самом производстве.
Из названия понятно, что они — льются. Обычно из сплава алюминия и магния. Именно сплав этих материалов, делает диск наиболее прочным к механическим повреждениям. Раньше делались только из алюминия, такие варианты были не очень прочными, поэтому они часто ломались (лопались), что отрицательно сказывалось на их репутации. Из-за того что делались из сплава алюминия, во многих странах их так и называли — «алюминиевые». Однако затем чтобы придать жесткости и устойчивости к повреждениям в сплав алюминия стали добавлять магний. Это придало надежность, теперь чтобы сломать современный диск, нужно постараться. Однако и тут найдутся профессионалы! 
Итак, сам процесс производства — начинается с болванок металла (алюминия и магния) в нужной пропорции. Которые, закладываются в печь и разогреваются до 600 — 700 градусов.

Разогретый сплав до 600 градусов
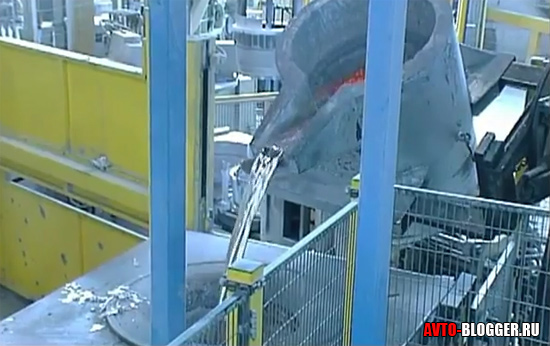
При такой температуре металл расплавляется. И его заливают в специальные подготовленные формы, которые уже имеют вид законченного изделия, однако это еще не обработанная болванка, после этого охлаждают в воде, что придает ему жесткость.

Алюминий льют в формы
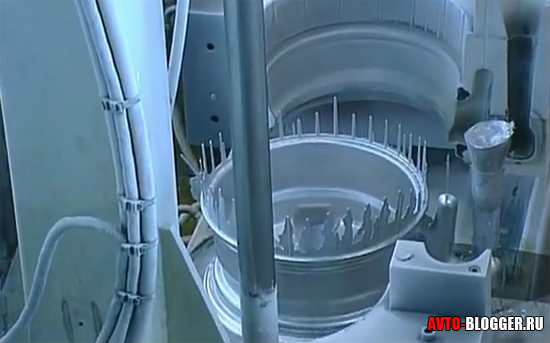
вид сверху
почти законченная форма
Но чтобы он получил окончательную жесткость нужно его несколько раз нагреть, а потом остудить, происходит это при температурах в 150 – 200 градусов. Причем тут диск охлаждают уже на воздухе.
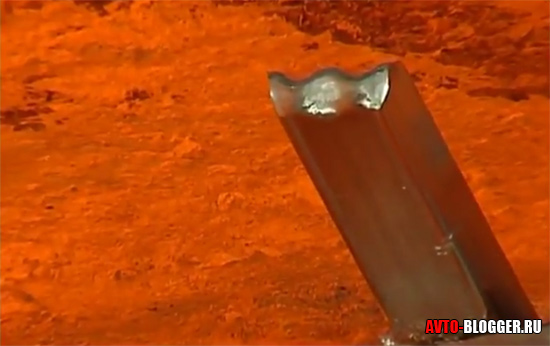
Следующий этап — это «обточка». Литую закаленную болванку, нужно обточить и обработать до формы с правильными динамическими показателями.
Болванка изделия

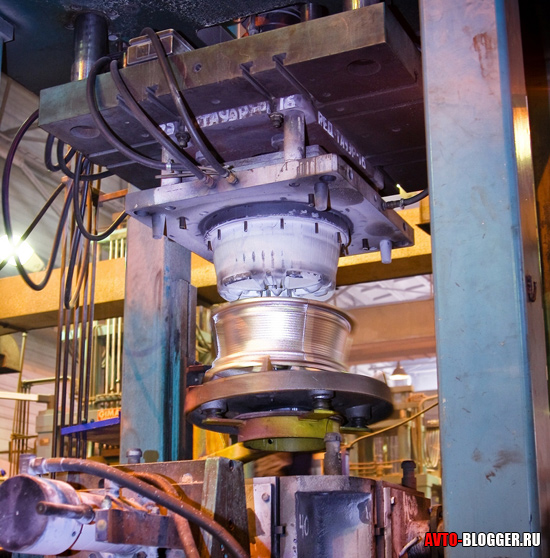
Процесс обточки
Болванку закрепляют на специальном стенде, где по ней гуляют специальные фрезы, которые гуляют по форме, снимая фреску. После такой обработки диск готов к употреблению. Его упаковывают и поставляют в магазины и автосалоны.
Нужно заметить, что такое производство является практически безотходным, та стружка которая была снята с диска, может быть по новой переплавлена и использована в производстве других партий.
А сейчас небольшой фильм, в котором подробно рассказывается о производстве, буквально пять минут вашего времени.
На этом все, думаю, я вам все подробно рассказал.

 (8 голосов, средний: 4,38 из 5)
(8 голосов, средний: 4,38 из 5)


Добавить комментарий